电解研磨是在通常的研磨中使用电解液作为研磨液,一边进行电解蚀刻一边进行研磨的加工方法。这种方法是利用电解蚀刻去除工件表面形成的薄膜,然后再进行研磨,所以是使用游离磨粒替代电解磨削和电解珩磨中使用的固定磨粒,并将其混合在电解液中完成研磨。
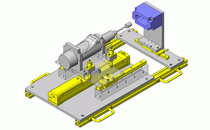
电解研磨的实施方法如【图1】所示,可分为3类。
")
在图(a)所示的方法中,工件(阳极)和研具(阴极)保持恒定距离(0.05~0.2mm),电解液和磨粒的混合物(称为电解浆液)从该间隙流过。研具的旋转让电解浆液流动,浆液流让磨粒刮擦工件表面,从而去除电解生成物。
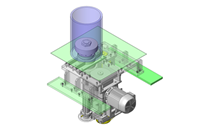
在图(b)所示的方法中,研具和工件通过磨粒被压紧在一起。此时,为防止研具与工件间发生短路,应选择适当的压紧压力、磨料粒度、磨粒混合比,并精心设计浆液的提供方式和研具形状,从而使磨粒能轻松进入缝隙。
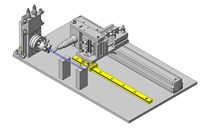
在图(c)所示的方法中,使用绝缘材料(例如硬质聚氨酯)作为包覆物,阴极表面比该包覆物表面稍微凹陷。在这种情况下,即使磨粒很小,也不会发生电气短路,因此可以使用2000~3000目的微粉来降低成品表面粗糙度。
然而,电极之间的间隙比(a)和(b)的金属研磨时更大,且金属部分的面积也很小,因此加工速度较慢。此时的研磨作业称为“复合研磨”。
根据缠绕物的形状及其运动方式,电解研磨可应用于各种加工工艺。从工业应用的角度来看,电解研磨可分为以下两种类型。一种是对太硬、太软或因为易碎而难以加工的材料进行镜面抛光的方法,被称为“电解镜面研磨”,另一种是以与电解研磨相同的速度或硬质材料加工方法,通常被称为“电解研磨”。